 Neben den gängigen Sandstrahl-Varianten zur Vorbereitung von Oberflächen bietet das Sandstrahl-Centrum Miesitz auch die Möglichkeit des Spritzverzinkens zur Veredelung von Werkstücken zum Schutz vor Korrosion. Durch die Verwendung eines modernen Handspritzsystems können im Sandstrahl-Centrum Teile von nahezu jeder Größe bearbeitet werden, bis hin zu Großteilen von 9 x 3 x 3 Meter / 2 Tonnen.
Neben den gängigen Sandstrahl-Varianten zur Vorbereitung von Oberflächen bietet das Sandstrahl-Centrum Miesitz auch die Möglichkeit des Spritzverzinkens zur Veredelung von Werkstücken zum Schutz vor Korrosion. Durch die Verwendung eines modernen Handspritzsystems können im Sandstrahl-Centrum Teile von nahezu jeder Größe bearbeitet werden, bis hin zu Großteilen von 9 x 3 x 3 Meter / 2 Tonnen.
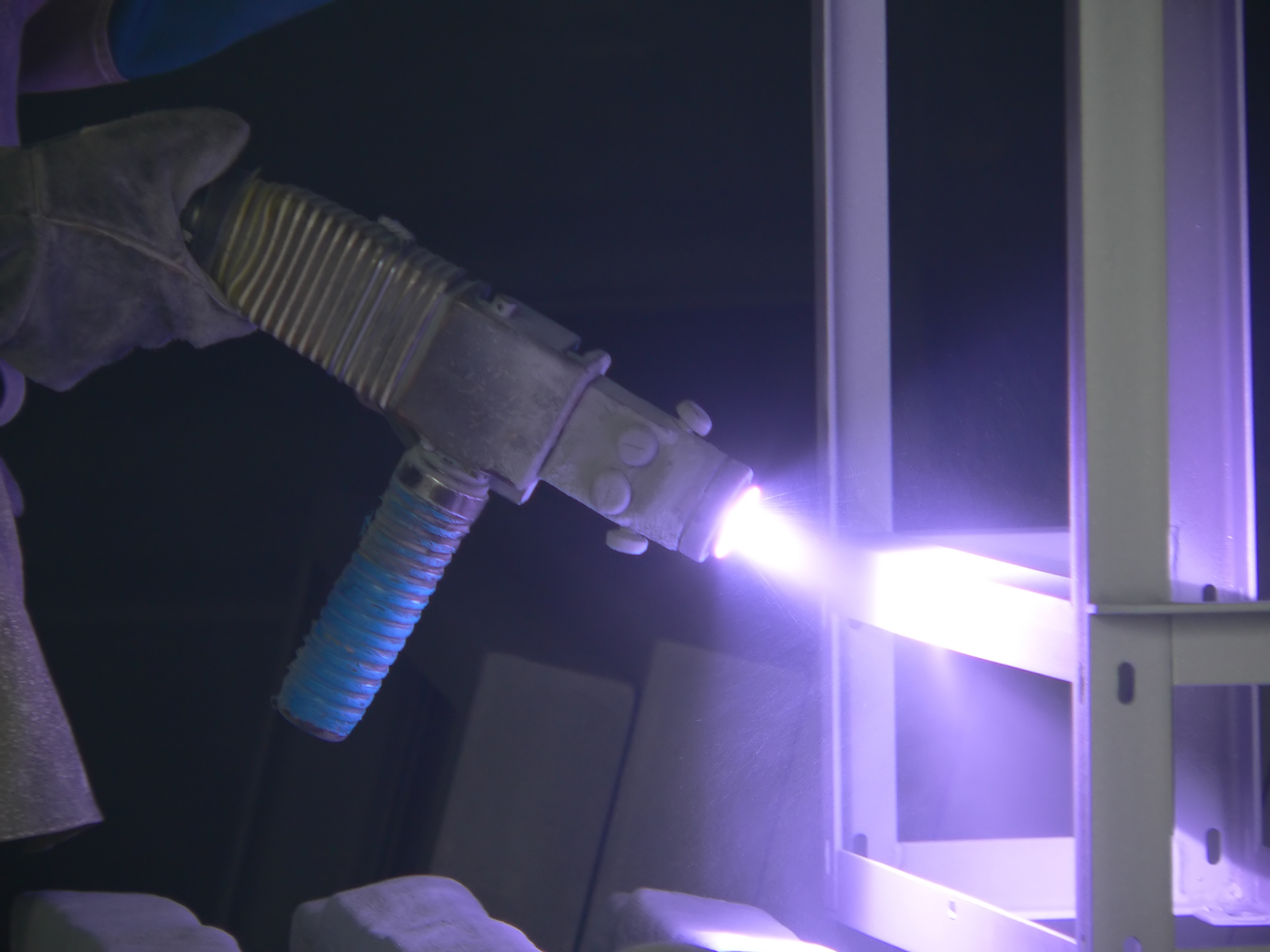
Das Spritzverzinken ist eine Variante des Flammspritzens (definiert als Methode des thermischen Spritzens in DIN EN ISO 14917), bei der ein Zinkdraht durch eine Flamme oder einen elektrisch erzeugten Lichtbogen aufgeschmolzen und mittels Druckluft fein zerstäubt auf das Werkstück aufgebracht wird. Hierdurch wird auf dem Werkstück eine micro-poröse Zinkschicht aufgebracht, welche ähnlich gute Korrosionsschutzeigenschaften aufweist, wie durch Feuerverzinken erzeugte Schichten – jedoch mit dem großen Vorteil einer weitaus kleineren thermischen Belastung des Werkstückes.
Beim klassischen Feuerverzinken werden Werkstücke Temperaturen von ca. 450 °C ausgesetzt, was bei großen Flächen oder präzise-gefertigten Teilen zu unerwünschtem Verzug führen kann. Die thermische Belastung beim Spritzverzinken beträgt lediglich 60 °C – ein Achtel der beim Feuerverzinken erreichten Temperatur.
Das von uns eingesetzte Lichtbogen-Metallspritzsystem OC350 der Firma OSUCAS ist eine kompakte und leistungsstarke Anlage, die auf ein breites Anwendungsspektrum im Bereich Korrosionsschutz mit Zink und Aluminium spezialisiert ist. Ein kontinuierlicher Spritzbetrieb mit 100% Einschaltdauer ermöglicht ein gleichmäßiges Auftragen der Schutzschicht und eine SPS-Steuerung erlaubt durch ständige Überwachung der Spritzparameter eine hohe Reproduzierbarkeit der Schichteigenschaften hinsichtlich Beschaffenheit und Dicke.
Durch den Einsatz des handgeführten Spritzapparates OC1 wird eine außerordentlich feine Zerstäubung der Schmelzpartikel erreicht, was wiederrum eine geringe Oberflächenrauigkeit mit sich bringt und damit erhebliches Einsparungspotential bei anschließenden Deckanstrichen bietet.
 Wir verwenden für das Spritzverzinken die gängigen Spritzdrähte aus 99,9% Zink oder ZnAl 10 nach den Vorgaben der nationalen Norm DIN EN ISO 14919. Die Verwendung weiterer zugelassener Spritzdrähte ist auf Kundenwunsch möglich.
Wir verwenden für das Spritzverzinken die gängigen Spritzdrähte aus 99,9% Zink oder ZnAl 10 nach den Vorgaben der nationalen Norm DIN EN ISO 14919. Die Verwendung weiterer zugelassener Spritzdrähte ist auf Kundenwunsch möglich.
Die empfohlene Mindestschichtstärke (Coating Thickness) beträgt nach DIN EN ISO 2063 für das thermische Spritzen 50 bis 200 µm. Die erzielte Schichtdicke kann allerdings beim Spritzverzinken je nach Bedürfnissen und Kundenwünschen angepasst und stärker ausgeführt werden.
Der Korrosionsschutz der durch Spritzverzinken aufgebrachten Schichten ist besonders wirksam in alkalischen Umgebungen (pH Wert 7-12) bis zu einer Temperatur von 250 °C. Werden Bauteile im sauren Milieu eingesetzt (pH 4-9) und Temperaturen bis 600 °C ausgesetzt, so sollte auf Aluminium-Spritzen ausgewichen werden. Die Verwendung von ZnAl10 oder ZnAl15 verbessert die Beständigkeit der Werkstücke beim Vorhandensein von Chlorid oder Schwefeldioxid in der Arbeitsatmosphäre.
Das Aufbringen einer normkonformen Schicht durch Spritzverzinken bildet eine hochwertige Grundierung, welche durch anschließende Lackierung oder Spezial-Beschichtung weiter veredelt werden kann. Für den Einsatz in besonders schwierigen Umgebungsbedingungen, wie ständigem Kontakt mit Wasser oder hoher atmosphärischer Belastung, haben sich PVC, Acrylat, Epoxid und Polyurethanharz–Beschichtungen als bewährt erwiesen.
Grundlage für einen gelungenen Korrosionsschutz durch Spritzverzinken ist eine ordnungsgemäß ausgeführte Vorbereitung der Oberfläche, oftmals durch Sandstrahlen. Weitere Informationen zu unseren angebotenen Lösungen im Bereich Oberflächenvorbereitung sind hier erhältlich.